Bag Handling
Ingredient Solutions Bag Handling Systems provide several options for handling ingredients received in small bags, boxes, drums, and other containers. Whether you desire to empty ingredients into storage bins, or directly into your process, Ingredient Solutions can design a Bag Handling System to provide a dust free and ergonomic solution for handling your ingredients.
Ingredient Solutions dumping stations, and tipping stations, offer the solution for efficiently unloading micro and minor ingredients. Integral dust collection can be incorporated to provide a dust-free environment for your operators and to comply with OSHA requirements relating to migrant dust. Magnets, metal detection and screening options provide a high level of quality assurance for ingredients received from outside suppliers.
Equipment Options
- 304 Stainless Steel Construction
- Aeration Pads & Flow Aids
- Dust Collection Equipment
- Feeding Equipment
- Magnets & Metal Detection
- Pallet Handling Equipment
- Pneumatic Conveying Systems
- Screening & Sifting Equipment
- Vacuum Lift Assist Equipment
- Weighing Systems

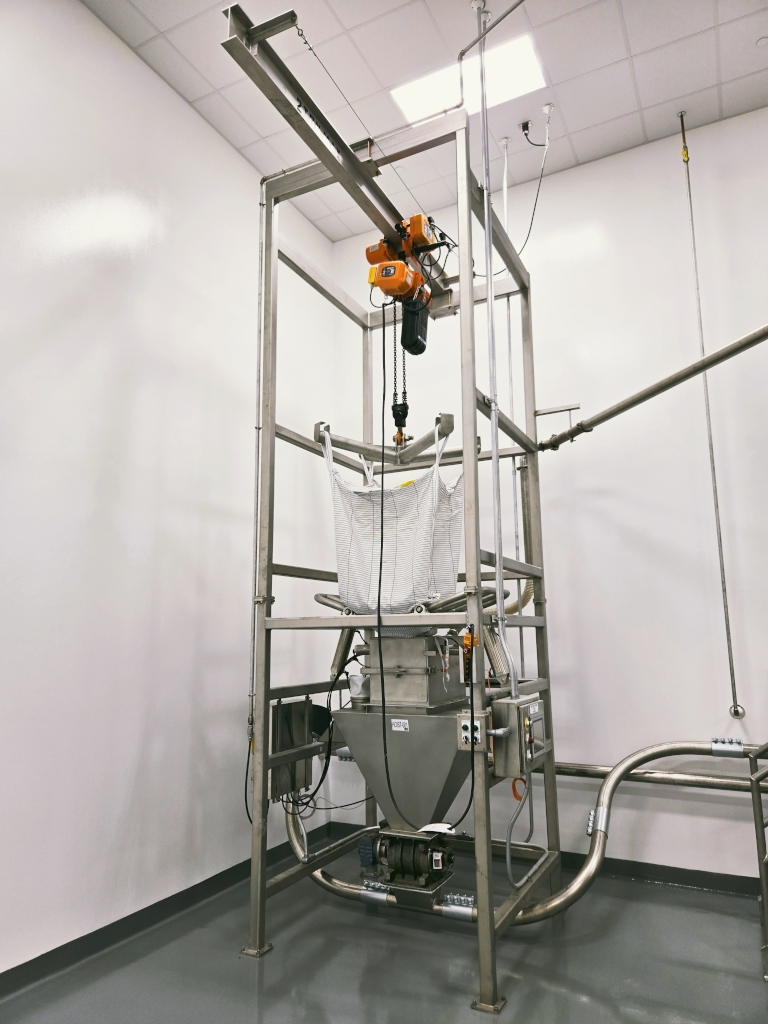
Bulk Bag Unloading
Ingredient Solutions Bulk Bag Unloading Systems provide an efficient means for handling ingredients received in bulk bags. Our Bulk Bag Unloaders are designed for various sized bulk bags, and can be loaded by either fork lift, or powered hoist and trolley. An untie hopper mounted below the bag rest platform allows the untying of bulk bags and discharging ingredients, while maintaining a clean environment. Optional bag massagers provide assistance with the conditioning and discharge of ingredients from bulk bags.
When equipped with a powered hoist, bulk bags are loaded using a heavy-duty bag lifting frame. The lifting frame is equipped with hooks to allow the fastening of the bag lifting loops onto the lifting frame. Where required, a liner clip is included to allow the capturing of the bag liner to prevent it from falling from the bulk bag.
Where ceiling height is limited, a low-profile frame design is available. The frame includes a removable upper frame section allowing floor level loading of bulk bags. Once the bag has been loaded, the upper frame section is raised into position and set on the lower frame.
Equipment Options
- 304 Stainless Steel Construction
- Automated Bag Massagers
- Bag Piercing Devices
- Bag Spout Closure Devices
- Bag Tensioning Devices
- Dual Hoist Loading Design
- Dust Collection
- Feeding Devices
- Loss-in-Weight Scaling System
- Magnets & Metal Detection
- Pneumatic Conveying Systems
- Screening & Sifting Equipment
Bulk Ingredient Handling
Ingredient Solutions Bulk Ingredient Handling Systems provide customers the ability to unload gravity, pressure differential and vacuum railcars and trucks. Single bulk storage silos, or multiple bulk storage silo systems, provide the required storage capacity for your dry bulk ingredients.
Pneumatic and mechanical conveying systems engineered for the specific characteristics of each ingredient allow efficient handling of your dry bulk ingredients. Equipment options, including bin activators, bin vents, feeders, pneumatic conveying systems and related components, provide the means for moving ingredients efficiently throughout your plant. Optional dehumidified air systems provide the ability to use cool, dry air for the conveying and storage of your ingredients. Inline sifters and magnets provide the added assurance that all ingredients meet quality and food safety requirements.
Equipment Options
- Aeration Disc
- Bin Activators
- Continuous Level Indication
- Dehumidified Air Systems
- Explosion Protection Equipment
- Feeding Equipment
- Inventory Management Systems
- Lockable Material Inlet Connections
- Magnets & Metal Detection
- Material Flow Aids
- Screening & Sifting Equipment

Bulk Storage
Ingredient Solutions Bulk Storage Systems provide the solution for the storage of your bulk ingredients. Whether your ingredients are received via bulk truck or railcar, Ingredient Solutions can provide a Storage System to handle the demands of your production requirements.
We offer both indoor and outdoor storage silos, including both welded and bolted silos. Our skirted silos allow the ability to install equipment components directly below the silo. Our optional bin vents with top loading filters allow easy inspection and changing of filters, while Dehumidified Air Handling Systems allow the storage and transfer of ingredients using cool dry air. Silo aeration discs, bin activators and air slides can be incorporated to aid in the discharge of ingredients from storage silos.
Equipment Options
- Aeration Discs
- Bin Activators
- Bin Vent Filters
- Continuous Level Indication
- Dehumidified Air Systems
- Diverter Valves
- Explosion Protection Equipment
- Feeding Equipment
- Inventory Management Systems
- Lockable Material Inlet Connections
- Magnets & Metal Detection
- Material Flow Aids
- Screening & Sifting Equipment

Bulk Unloading
Ingredient Solutions Bulk Unloading Systems provide customers the ability to unload gravity, pressure differential and vacuum railcars and trucks. Pneumatic and Mechanical Conveying Systems allow for the efficient receiving and handling of your dry bulk ingredients.
Complete pneumatic unloading systems, including positive displacement blower packages, connection hoses, and inline magnets, sifters and diverter valves, allow for the emptying of multiple trucks or railcars daily to meet your plant’s requirements.
Equipment Options
- Aeration Discs
- Bin Activators
- Continuous Level Indication
- Dehumidified Air Systems
- Explosion Protection Equipment
- Feeding Equipment
- Inventory Management Systems
- Lockable Material Inlet Connections
- Magnets & Metal Detection
- Material Flow Aids
- Screening & Sifting Equipment

Mechanical Conveying
Ingredient Solutions provides Mechanical Conveying Systems for those applications where mechanical conveying equipment is the best solution for the application.
Mechanical conveying equipment can be incorporated into our Bulk Ingredient Handling, Storage & Unloading Systems. As well, such equipment can be used to convey, batch and feed minor ingredients.
Equipment Options
- Belt Conveyors
- Bucket Elevators
- Drag Conveyors
- Flexible Screw Conveyors
- Screw Conveyors
- Tubular Drag Conveyors
- Vertical Screw Conveyors
- Vibratory Feeders
- Vibratory Tube Conveyors
